

Videoshow
Hasung, als professionelle Fournisseur vu Léisunge fir d'Prägung vu Edelmetallmënzen, huet weltwäit verschidde Mënzproduktiounslinnen opgebaut. D'Mënzgewiicht reecht vun 0,6 g bis 1 kg Gold a ronnen, véiereckegen an aachteckege Formen. Aner Metaller wéi Sëlwer a Koffer sinn och verfügbar.
Dir kënnt Iech mat Hasung engagéieren, fir Iech eng One-Stop-Léisung ze bidden.MënzprägungslinnDe Produktiounspaket enthält Berodung virun Ort, Ausrüstung fir d'Prägung vu Mënzen an Ingenieuren, déi Iech hëllefen, de Prozess ze skaléieren. Eis Ingenieuren hunn sech un der Fuerschung iwwer de Prozess vun der Goldmënzherstellung bedeelegt a waren als technesch Beroder fir grouss bekannt Mënzwierker.
Hasung konzentréiert sech op d'Léisung vu Mënzprägungsproblemer a bitt Schrëtt-fir-Schrëtt-Instruktioune fir Edelmetaller. Zënter iwwer 20 Joer si mir un der Spëtzt vun de Maschinne fir Gold- a Sëlwermënzen ze maachen, mir bidden e professionnelle a grëndleche Ingenieursservice, Training virun Ort an techneschen Support.

Klickt w.e.g.Kontinuéierlech Gossmaschinn a Walzmaschinnenfir Detailer ze gesinn.

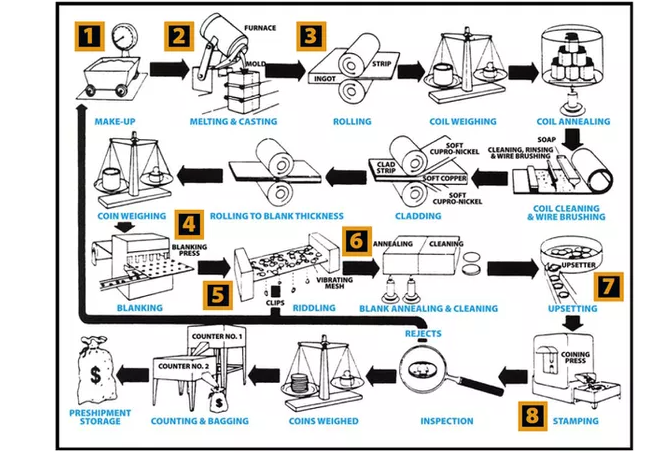
Wéi gi Mënzen hiergestallt?
D'Methode fir Mënzen ze maachen hunn sech iwwer d'Jore weiderentwéckelt. Mënze goufen fir d'éischt am antike Kinnekräich Lydien viru gutt iwwer zweedausend Joer hiergestallt. De Prägungsprozess fir antik Mënzen war zimmlech einfach. Als éischt gouf e klenge Stéck Gold, Sëlwer oder Koffer op eng Mënzform geluecht, déi an eng fest Uewerfläch wéi e Fiels agebett war. Den Aarbechter huet dann eng zweet Mënzform geholl, se dropgeluecht a mat engem grousse Hammer drop geschloen.
Mëttelalterlech Mënzprägunge hunn virgeformt ronn Scheiwen aus Metall an eng Schraufpress benotzt fir d'Mënzen ze produzéieren. Och wann dëst e manuelle Prozess war, war et méi einfach a krut eng méi konsequent Qualitéit wéi den antike Prägprozess.
Modern Mënzen ginn mat hydraulesche Prägpressen geprägt, déi d'Roll automatesch an d'Maschinn aféieren. Wann d'Maschinn mat voller Kapazitéit leeft, kann d'Press iwwer 600 Mënzen pro Minutt produzéieren. Dës Geschwindegkeet ass néideg fir e Betrib wéi d'United States Mint, déi all Joer Milliarde Mënzen produzéiere muss.
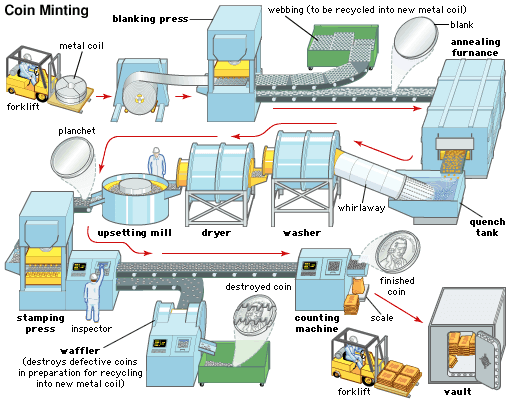
Och wann de Prozess komplizéiert ass wéinst der Automatiséierung, déi benotzt gëtt fir Milliarde vu Mënzen ze produzéieren, ginn et e puer gemeinsam Schrëtt, déi all Mënzprägung weltwäit benotzt. D'United States Mint ass déi gréisst Mënzprägung weltwäit, a mir wäerten eis op hire Produktiounsprozess konzentréieren.
1. Ofbau vu Réistoffer
De Prägungsprozess fänkt mam Ofbau vu Réistoffer un. Minièren aus den USA a weltwäit liwweren Gold, Sëlwer, Koffer oder aner néideg Metaller. De Réimetall, deen aus dëse Minièren gewonnen gëtt, enthält Ongereinheeten, déi net fir Mënzen akzeptabel sinn.
Nieft dem Ofbau vun Äerz fir dat néidegt Metall ze kréien, benotzt d'United States Mint och recycléiert Metall, dat aus verschiddene Quellen zréckgewonne gëtt. Zu dëse Quelle gehéieren Mënzen, déi net méi "maschinnebar" sinn a aus dem Ëmlaf geholl ginn. Amplaz ginn se an d'Mënz zréckginn, wou se zu neie Mënzen recycléiert ginn.
2. Raffinéierung, Schmelzen a Goss
De Réimetal gëtt raffinéiert fir bal all Ongereimtheeten ze entfernen. Verschidde Mënzen erfuerderen eng Legierung vun zwou oder méi verschiddenen Zorte vu Metaller. De raffinéierte Metall gëtt geschmolz, an déi verschidde Metaller, déi vun de Spezifikatioune verlaangt ginn, ginn derbäigesat. Zum Beispill mécht d'United States Mint hir Fënnef-Cent-Mënz aus 75 Prozent Koffer- an 25 Prozent Nickel-Legierung.
Soubal déi entspriechend Rengheet oder Legierung erreecht ass, gëtt de Metall zu engem Barren gegoss. Dëst si grouss Metallbarren, déi déi richteg Quantitéit u Metall enthalen, déi vun der Mënzprägung verlaangt gëtt. De Metall gëtt während dem ganze Prozess iwwerpréift, fir sécherzestellen, datt eng entspriechend Rengheet erreecht gëtt.
3. Rollen
De Prozess fir de Barren op déi richteg Déckt ze walzen kann laang an opwänneg sinn. De Barren gëtt tëscht zwou gehärtete Stolrollen gewalzt, déi sech stänneg méi no beienee beweegen. Dëse Prozess geet weider, bis de Barren zu engem Metallsträifen gewalzt ass, deen déi richteg Déckt fir déi Mënz huet, déi hiergestallt gëtt. Zousätzlech mécht de Walzprozess de Metall mëll an ännert d'Molekularstruktur, sou datt et méi einfach geschloen ka ginn a Mënze vu méi héijer Qualitéit produzéieren.
Wann et aus Legierung besteet, muss et virum Ausblanken geglüht ginn.
4. Ausblanken
D'United States Mint benotzt Metallrollen, déi ongeféier 13 Zoll breet sinn a puer dausend Pond weien. D'Metallroll gëtt ofgewéckelt a flaach gemaach, fir d'Krümmung aus dem Fabrikatiounsprozess ze läschen. Duerno gëtt se duerch eng Maschinn geleet, déi Metallscheiwen ausstanzt, déi elo déi richteg Déckt an Duerchmiesser fir déi Mënz hunn, déi hiergestallt gëtt.
5. Rätselen
Bis zu dësem Zäitpunkt ass de Produktiounsprozess fir d'Metallblieder dreckeg a fënnt an enger haarder Ëmwelt statt. Et ass méiglech, datt kleng Stécker Offallmetall sech mat de Mënzblieder vermëschen. D'Rätselmaschinn trennt déi richteg grouss Blieder vun all Friemkierper, déi mat de Mënzblieder vermëscht sinn.
6. Glühen a Reinigen
D'Mënzprägung léisst d'Mënzblieder dann an den Glühuewen duerchlafen, fir de Metall mëll ze maachen, fir se op d'Prägerei virzebereeden. D'Blieder ginn dann an e chemescht Bad geluecht, fir all Ueleg a Dreck ze entfernen, deen op der Uewerfläch vun der Mënz ass. All Friemmaterial kann sech beim Préegeprozess an d'Mënz abannen, an d'Mënz misst verschrott ginn.
7. Opreegend
Fir den Design ze schützen, deen op der Metallmënzblat geprägt gëtt, gëtt all Mënzblat duerch eng Maschinn geleet, déi e Set vu Rollen huet, déi e bësse méi kleng ginn an e Metallrand op béide Säite vun der Mënzblat hunn. Dëse Prozess hëlleft och sécherzestellen, datt d'Mënzblat de richtegen Duerchmiesser huet, sou datt se richteg an der Prägpress ukënnt. No dësem Prozess gëtt d'Mënzblat elo Planchet genannt.
8. Stämpelen oder Schlagen
Nodeems d'Planketten richteg virbereet, mëll gemaach a gebotzt goufen, si se elo prett fir ze prägen. Geschäftsprägmënzen ginn automatesch an d'Prägpress agefouert, mat enger Geschwindegkeet déi e puer honnert Mënzen pro Minutt erreeche kann. Proofmënzen, déi fir Sammler gemaach ginn, ginn manuell an d'Prägpress agefouert a kréien op d'mannst zwee Stréch pro Mënz.
9. Verdeelung
Mënzen, déi d'Inspektioun passéieren, sinn elo prett fir d'Verdeelung. Geschäftsgeprägte Mënzen ginn a Grousspackbeutel verpackt a un Distributeuren op der ganzer Welt verschéckt. Sammlermënzen ginn a speziell Halter a Këschte gesat a un Mënzsammler op der ganzer Welt verschéckt.



Detailer:



Blechwalzwierk
Et ginn zwou Zorte vu Walzwierker fir d'Hierstellung vu Barren/Mënzen, déi éischt Zort vu Blechwalzmaschinne mécht eng normal Uewerfläch, an dësem Fall muss se normalerweis endgülteg poléiert ginn mat enger Trommelpoléiermaschinn.
| MODELL Nr. | HS-8HP | HS-10HP |
| Markennumm | HASUNG | |
| Spannung | 380V 50/60Hz, 3 Phasen | |
| Kraaft | 5,5 kW | 7,5 kW |
| Roll | Duerchmiesser 120 × Breet 210 mm | Duerchmiesser 150 × Breet 220mm |
| Härte | 60-61° | |
| Dimensiounen | 980 × 1180 × 1480 mm | 1080x 580x1480mm |
| Gewiicht | ongeféier 600 kg | ongeféier 800 kg |
| Fäegkeet | Déi maximal Rolldicke ass bis zu 25 mm | Déi maximal Rolldicke ass bis zu 35 mm |
| Virdeel | De Kader ass elektrostatisch verstäubt, de Kierper ass mat dekorativem Hartchrom beschichtet, an d'Ofdeckung aus Edelstol ass schéin a praktesch ouni Rost. Eenzelgeschwindegkeet / Duebelgeschwindegkeet | |
| Service nom Garantie | Video Techneschen Support, Online Support, Ersatzdeeler, Ënnerhalt a Reparaturservice um Terrain | |
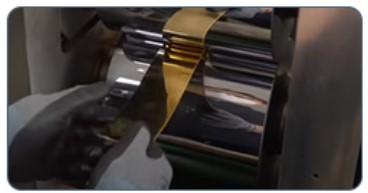
Wolfram Stol Spigel Uewerfläch Walzwierk
Déi aner Zort ass eng Walzmaschinn fir Spigeloberflächen aus Wolframstolmaterial. Mat dëser Zort Walzmaschinn kritt Dir Spigeloberflächen.
| Modell Nr. | HS-M5HP | HS-M8HP | ||
| Markennumm | HASUNG | |||
| Spannung | 380V; 50/60Hz 3 Phasen | |||
| Kraaft | 3,7 kW | 5,5 kW | ||
| Gréisst vun der Wolframroll | Duerchmiesser 90 × Breet 60mm | Duerchmiesser 90 × Breet 90 mm | Duerchmiesser 100 × Breet 100mm | Duerchmiesser 120 × Breet 100mm |
| Rollhärte | 92-95° | |||
| Material | importéiert Wolfram Stol Billet | |||
| Dimensiounen | 880 × 580 × 1400 mm | 980 × 580 × 1450 mm | ||
| Gewiicht | ongeféier 450 kg | ongeféier 500 kg | ||
| Fonctiounen | Mat Schmierung; Zahnradundriff; Walzblechdicke 10 mm, dënnst 0,1 mm; extrudéiert Blechoberfläche Spigeleffekt; statescht Pulversprëtzen um Kader, dekorativ Hartchroméierung, Edelstahl Deckel, schéin a praktesch wäert net rostig sinn. | |||
HYDRAULESCH MËNZBLANKPRESS


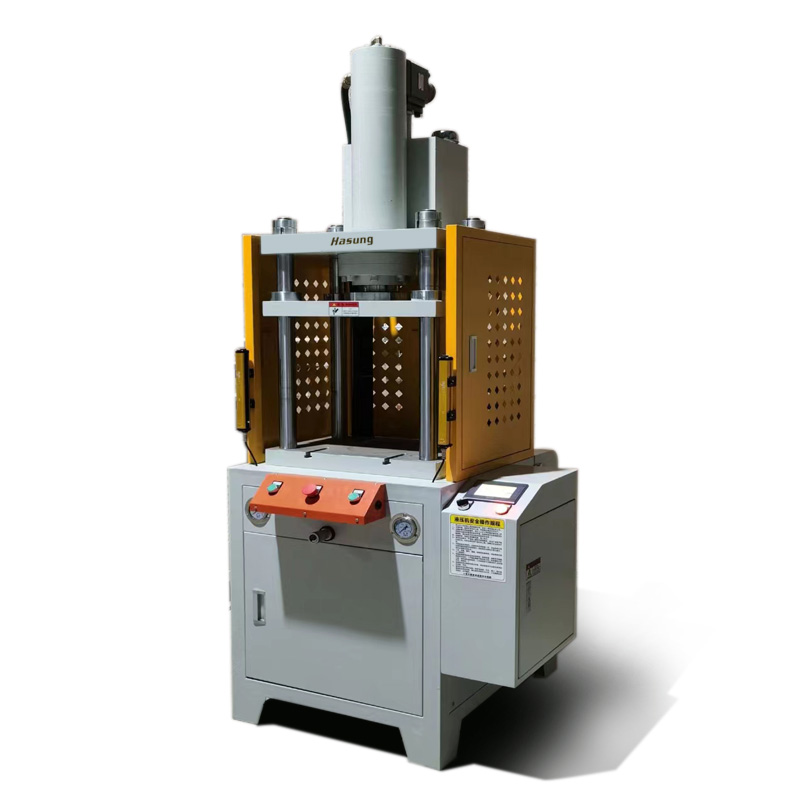


De Blanking-Prozess
20 Tonnen hydraulesch Mënzschneid-/Blankpress
40 Tonnen hydraulesch Schneid- a Prägepress
Dës hydraulesch Schneidpress schneit d'Gold- a Sëlwerblieder, déi nom Walzen veraarbecht ginn. D'Blieder ginn an déi gewënscht Form ausgeschnidden, z.B. ronn, rechteckeg, anhängerfërmeg usw., andeems se duerch Schneidformen duerchgefouert ginn, ier se an eng hydraulesch Stanzpress geprägt kënne ginn.
Virdeeler vun der hydraulescher Schneidpressmaschinn.
Ideal fir Gold- a Sëlwerblieder ze schneiden,
Schneit d'Rieder a kloere Kanten fir besser Resultater,
Stressfräi Betrib an Duebelmodusbetrieb mat Fouss a Schalter,
Stoppsystem fir weider Schnëtt,
Astellungssystem fir d'Maschinnfitting mat einfacher Depositiounsschublad,
Schnëttastellung fir eng méi séier Produktioun.
Equipéiert mat engem Ofklebungsgerät ass et praktesch fir Materialien ze sammelen.

Technesch Parameteren
| Modell Nr. | HS-20T | HS-40T | HS-100T |
| Nominal | 20 Tonnen | 40 Tonnen | 100 Tonnen |
| Maximalen Hub | 300mm | 350mm | 400mm |
| Héicht vun der Ëffnung | 500mm | 400mm | 600mm |
| Ofsteigend Geschwindegkeet | 160mm | 180mm | 120mm |
| Steigend Geschwindegkeet | 150mm | 160mm | 120mm |
| Aarbechtsdëschberäich | 600*500mm | 550*450mm | 700*600mm |
| Dëschhéicht vum Buedem aus | 850mm | 850mm | 850mm |
| Spannung | 380V 3-Phasen | 380V 3-Phasen | 380V 3-Phasen |
| Motorleistung | 3,75 kW | 3,75 kW | 5,5 kW |
| Gewiicht | 1300 kg | 860 kg | 2200 kg |
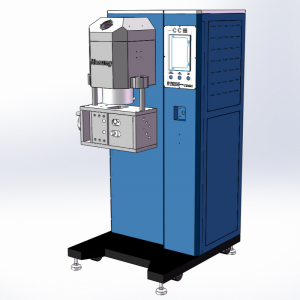
HYDRAULESCH STÄNZPRESS MULTIZWECK






100 TonnenHydraulesch Mënzprägungspress
150 Tonnen hydraulesch Mënzprägungspress
200 Tonnen hydraulesch Mënzprägungspress
300 Tonnen hydraulesch Gold- a Sëlwerprägungspress
150 Tonnen hydraulesch Mënzprägmaschinn, gëeegent fir Mënzen bis zu 50 Gramm a Sëlwer ze maachen. D'Press ass gëeegent fir souwuel manuell wéi och automatesch Operatiounen am Eenzelzyklus. Si ass mat engem automatesche Mënzausbewegungssystem verfügbar. D'Press kann a verschiddenen Tonnagekapazitéiten geliwwert ginn, wéi 80 Tonnen, 100 Tonnen, 150 Tonnen, 200 Tonnen, jee no Äre Besoinen.
Hydraulesch Mënzpressmaschinn mat enger Kapazitéit vun 300 Tonnen fir Gold a Sëlwer, komplett mat programméierbarem PLC-Controller fir verschidde Schléi an der leschter Phas. D'Press ass mat engem Auswurfzylinder fir den automateschen Auswurf vun de Mënzen ausgestatt, fir eng einfach Entfernung ouni Hammeren. Dës Funktioun bitt e bessere Schlussfinish vun der Mënz. Dës hydraulesch Prägpress ass gëeegent fir Gold- a Sëlwermënzen vun 1,0 Gramm bis 100,0 Gramm ze maachen a gëtt mat 10,0 PS (7,5 kW) elektrescher Leeschtung ugedriwwen a gëtt komplett mat passender elektrescher Ausrüstung an engem Kontrollpanel geliwwert. Dësen Design vun der Prägpress enthält eng Druckjustierungskontroll mat Timer fir d'Enddrockzäit virum Réckschlag unzepassen. Si kann souwuel mat engem Drockknäppchen wéi och am automateschen Eenzelzyklusmodus bedriwwe ginn.
Nieft der hydraulescher Prägpress an der Präzisiounsblechwalzmaschinn braucht Dir och eng Induktiounsschmelzmaschinn oder eng Kontinuitéitsgussmaschinn fir d'Gold- a Sëlwerblechproduktioun, eng Gold- a Sëlwerbarreschneidmaschinn a Vibratorpoléiermaschinnen, déi néideg sinn, fir eng komplett Gold- a Sëlwermënzproduktiounsanlag opzestellen.
Technesch Parameteren
| Modell Nr. | HS-100T | HS-200T | HS-300T |
| Spannung | 380V, 50/60Hz | 380V, 50/60Hz | 380V, 50/60Hz |
| Kraaft | 4 kW | 5,5 kW | 7,5 kW |
| Maximalen Drock | 22 MPa | 22 MPa | 24Mpa |
| Aarbechtsdësch Schlag | 110mm | 150mm | 150mm |
| Maximal Ëffnung | 360mm | 380mm | 380mm |
| Aarbechtsdësch erop Bewegungsgeschwindegkeet | 120mm/s | 110mm/s | 110mm/s |
| Aarbechtsdësch Réckwärtsgeschwindegkeet | 110mm/s | 100mm/s | 100mm/s |
| Gréisst vun der Aarbechtsdësch | 420*420mm | 500*520mm | 540*580mm |
| Gewiicht | 1100 kg | 2400 kg | 3300 kg |
| Applikatioun | fir Bijouen a Goldbarren, Mënzen Logo-Stämpelung | ||
| Fonktioun | Normal / Servomotor als Optioun, Knäppchebedienung / Simens PLC Kontrollsystem als Optioun | ||
Vollautomatesch Mënzenproduktiounssystem
Dir kënnt Iech mat Hasung beschäftegen, fir Iech eng One-Stop-Léisung fir d'Mënzprägungslinn ze bidden. De Produktiounspaket enthält Berodung virun Ort, Mënzprägungsausrüstung an Ingenieuren, déi Iech hëllefen, de Prozess ze skaléieren. Eis Ingenieuren ware bei der Fuerschung iwwer de Prozess vun der Goldmënzproduktioun involvéiert a ware als technesch Beroder fir grouss bekannt Mënzwierker aktiv.
Hasung konzentréiert sech op d'Léisung vu Mënzprägungsproblemer a bitt Schrëtt-fir-Schrëtt-Instruktioune fir Edelmetaller. Zënter iwwer 20 Joer si mir un der Spëtzt vun de Maschinne fir Gold- a Sëlwermënzherstellung. Mir bidden e professionnelle a grëndleche Ingenieursservice, Training virun Ort an techneschen Support. Eis Servicer.
Zäitpunkt vun der Verëffentlechung: 04. Juli 2022









